
WHAT MAKES UP ITR RUBBER TRACKS
RUBBER COMPOUND
Raw stock rubber is used in rubber tracks, it is blended, mixed and calendared to different compounds, thicknesses and hardness depending on the track for which it’s intended. Some synthetics are mixed here into the rubber for hardness and carbon is also used which gives the black color to the white virgin rubber and the green synthetics the carbon also aids in the wearing process of the rubber tracks and rubber pads.The mixing of the the rubber is called candering.
Once all components are ready the steel wire, cleats and rubber are placed in the vulcanizing press and go through a series of heating and pressure procedures to combine all three components producing a high quality rubber track this procedure can take up to 5 hours per track. The track is then trimmed and inspected for any defects before being shipped worldwide.


CORDED WIRE
The multi stranded high tensile stainless steel wire is made up by 52 single pieces of wire, each piece of wire has been coated with copper which aids in the adhesion process during bonding. The copper coating gives the appearance of a mustard colour to the wire. The wire is then spun into 3.6 mm wire cable. Every batch of wire is tested for tensile strength at this stage.
The wire is then coated in the same rubber compound as the steel cleats to further enhance cable protection from corrosion and enhance the adhesive properties to meet and exceed the stringent OEM standards needed to produce top quality tracks demanded by OEM companies. This process is also missed out by most manufacturers.
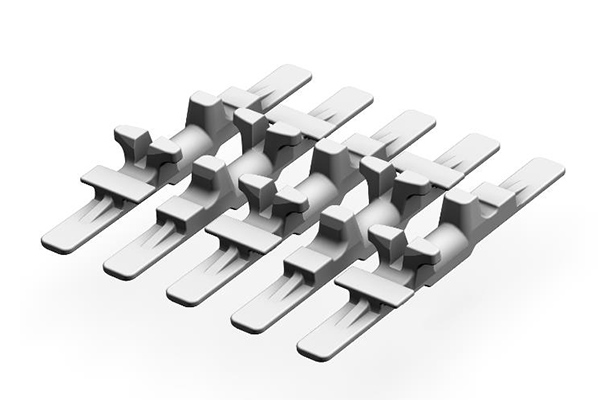
STEEL CLEATS
ITR's steel cleats are individually cut from a single piece of steel bar and then press-forged into shape. The forged cleats are then heat treated through an OEM-approved heating oven. It only takes one faulty cleat to ruin a track by being too soft and bending or too hard and cracking in half. Our forged steel cleats are then individually checked for cracking or other defects. Once they pass this quality control check, they are sandblasted and placed in a bath of rubber compounds and chemicals, which aids in the vulcanizing process.
You will generally find cheaper track alternatives on the market have their cleats manufactured out of cast iron instead. These cleats are then placed in a hot oil vat and heated to a specific temperature rather than in a heating oven. The problem with this type of manufacturing is the hardness is inconsistent from the oil being warmer at the base and cooler towards the top, giving a mixture of hardness types. These manufacturers will also often skip the sandblasting and coating process.
CREDIT APPLICATION

QUALITY CERTIFICATES

SAFETY POLICY

POLICY DOCUMENTS
